
Գայլիկոնի և նիկելի ազդեցությունը 4Cr5Mo2V մահացու ձուլման երկաթե պողպատի ջերմային վնասվածքի դիմադրության վրա

4Cr5 Mo2V- ը սովորաբար օգտագործվում է մածուցիկ պողպատ: Ալյումինի խառնուրդի ձուլման գործընթացում, հալած ալյումինի էրոզիայի և սոսնձման պատճառով, բորբոսը կրելու է ջերմային վնասներ, ինչպիսիք են ջերմային հոգնածությունը և ջերմային հալման կորուստը, ինչը հանգեցնում է դրա կարծրության նվազման և նույնիսկ վաղաժամ ձախողման:
Ուսումնասիրելու համար, թե արդյոք նիկելը կամ չորությունը կարող են բարելավել ալյումինե խառնուրդի ձուլման ձուլվածքների ջերմակայունությունը, պատրաստվել են 4Cr5 Mo2V պողպատից և 4Cr5Mo2V պողպատից փորձնական բլոկներ, որոնք պարունակում են 1% Ni և 1% Co (զանգվածային բաժին), և դրանք ներմուծվել են մարելն ու կոփելը. Ձուլման ձուլվածքի ֆիքսված կաղապարում ADC12 ալյումինե համաձուլվածքը, որի ջերմաստիճանը 800 էր, հետագայում ձուլվել է 200-ից 1,000 անգամ, և հետազոտվել են փորձարկման բլոկի մակրո ձևաբանությունը և մակերեսային կարծրությունը:
Արդյունքները ցույց են տալիս, որ ալյումինի համաձուլվածքից 1,000 անգամ ձուլվելուց հետո 4Cr5Mo2V պողպատե փորձնական բլոկը ամենից խիստ կպչել է ալյումինին և շատ քիչ ցանցանման ճեղքեր է առաջացրել. Ni- պարունակող պողպատից փորձարկման բլոկը փոքր-ինչ կպչում է ալյումինին, իսկ Co- պարունակող պողպատից փորձնական բլոկն ամենաքիչն է կպչում ալյումինին, ինչը ցույց է տալիս, որ 1% Co 4Cr5Mo2V պողպատի պարունակությունն ունի ջերմային վնասների լավագույն դիմադրողականությունը ալյումինե համաձուլվածքների նկատմամբ: Բացի այդ, ալյումինե համաձուլվածքից առաջ կարծրության հետ համեմատած, 1,000 անգամ մեռնելուց հետո, 4Cr5Mo2V պողպատի, նիկել պարունակող և չոր պարունակող 4Cr5Mo2V պողպատի նմուշների մակերեսային կարծրությունը նվազել է 2.8, 1.8 և 1.4 HRC- ով, այսինքն ՝ բազմակի ձուլման ալյումինե համաձուլվածքներ: Նիկել պարունակող և չոր 4Cr5Mo2V պողպատի մակերևույթի կարծրության վրա ավելի քիչ է, քան 4Cr5Mo2V պողպատից, ինչը կապված է Co և Ni- ի պինդ լուծույթների ամրապնդման ազդեցության հետ, ինչը ձեռնտու է ալյումինի հեղուկի էրոզիայի դիմադրությունը բարձրացնելու համար: բորբոսը և բորբոսը դարձնել ավելի քիչ ենթակա ջերմային վնասների:
Ալյումինե խառնուրդի ձուլումը բարդ բարձր ջերմաստիճանի և բարձր ճնշման գործընթաց է: Կան բազմաթիվ գործոններ, որոնք ազդում են ալյումինե խառնուրդի ձուլման ձուլվածքների ջերմային վնասների (ներառյալ ջերմային հոգնածության և ջերմային կորուստների) վրա: Դրանցից հատկապես կարևոր է տաքացվող պողպատի բաղադրությունը:
Սովորական պայմաններում կարելի է խուսափել ճեղքման և պլաստիկ դեֆորմացիայի պատճառով սվաղի ձուլման ձախողումից: Բորբոսի ճաքելը սովորաբար առաջանում է պատահական մեխանիկական ծանրաբեռնվածությունից կամ ջերմային ծանրաբեռնվածությունից, ինչը հանգեցնում է սթրեսի ծանր կենտրոնացման: Ձուլման կաղապարների վաղ ջերմային հոգնածության ճաքելը և եռակցման կորուստը (մակերեսային ջերմային վնաս) հիմնական ձախողման եղանակներն են, և երկուսը հաճախ ազդում են միմյանց վրա: 4Cr5Mo2V պողպատը լայնորեն կիրառվող տաք աշխատանքային պողպատ է ՝ լավ մաշվածության և պլաստիկ դեֆորմացիայի դիմադրությամբ: Գայլիկոնն ու նիկելը սովորաբար օգտագործվում են համաձուլվածքային տարրեր, որոնք կարող են արդյունավետորեն բարձրացնել պողպատի ամրությունն ու կարծրությունը և որոշակի ազդեցություն ունենալ ջերմային վնասներին դիմակայելու վրա: Հետևաբար, ուսումնասիրվում են 4Cr5Mo2V պողպատ, 4Cr5Mo2V պարունակող 1% Ni և 1% Co (զանգվածային բաժին, նույնը ստորև): Պողպատի դիմադրությունը հալած ալյումինի վնասին մեծ նշանակություն ունի իրական արտադրությունը ղեկավարելու համար:
Այնուամենայնիվ, մածուցիկ պողպատի մինչև բերանից առաջացած ջերմային վնասների ուսումնասիրման մեթոդների մեծ մասը ջեռուցման և հովացման մոդելավորումն է: Մահացած պողպատի նմուշը անմիջականորեն չի շփվում հալած ալյումինի հետ և չի ներառում հալած ալյումինի լվացման ազդեցությունը, ինչպես օրինակ `մեռած պողպատի նմուշի անմիջական ինդուկցիոն տաքացումը: -Ա. Այս աշխատանքում պատրաստվել և ձևավորվել են ձուլման ձուլման եռ բաղադրիչ ձուլման բլոկներ `ADC12 ալյումինե խառնուրդի ձուլման փորձարկումն իրականացնելու համար: Հալած ալյումինի վնասակար կատարումը:
1. Փորձարկման նյութեր և մեթոդներ
1.1 Փորձարկման նյութեր
4Cr5Mo2V պողպատի, 4Cr5Mo2V պողպատի քիմիական բաղադրությունը `1% Ni պարունակող (այսուհետ` 4Cr5Mo2V + Ni պողպատ) և 4C Co պարունակող 5Cr2 Mo1V պողպատ (այսուհետ `4Cr5Mo2V + Co պողպատ) ներկայացված են Աղյուսակ 1 -ում: ձուլված ADC12- ով Ալյումինի խառնուրդի քիմիական բաղադրությունը ներկայացված է Աղյուսակ 2 -ում:
| Աղյուսակ 1 Հետազոտված մածուցիկ պողպատի քիմիական կազմերը (զանգվածային բաժին) % | |||||||
| նյութական | C | Cr | Mo | V | Co | Ni | Si |
| 4Cr5Mo2V պողպատ | 0.39 | 4.65 | 2. 21 | 0.46 | - | - | 0. 23 |
| 4Cr5Mo2V+Ni պողպատ | 0.38 | 4.72 | 2.34 | 0. 51 | - | 1.02 | 0. 21 |
| 4Cr5Mo2V+Co պողպատ | 0.41 | 4.67 | 2.40 | 0.48 | 1.03 | - | 0. 24 |
| Աղյուսակ 2 ADC12 ալյումինե խառնուրդի քիմիական կազմը % | |||||||||
| Տարր | Cu | Mg | Mn | Fe | Si | Zn | Ti | Pb | Sn |
| Quality Score | 1.74 | 0.22 | 0.16 | 0.76 | 10.70 | 0.87 | 0.064 | 0.035 | 0. 010 |
1.2 Փորձարկման մեթոդ
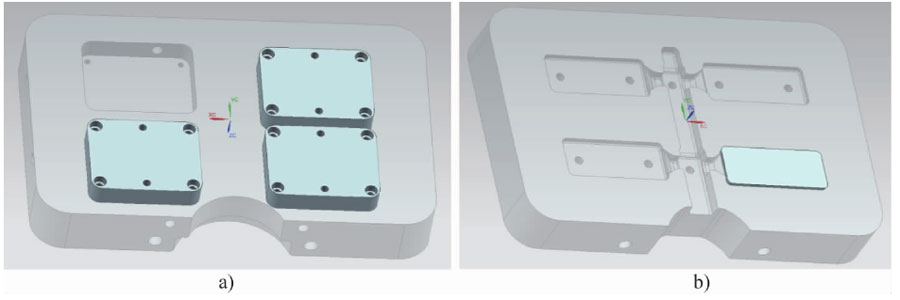
Neալված 4Cr5Mo2V պողպատը, 4Cr5Mo2V + Ni պողպատը և 4Cr5Mo2V + Co պողպատը վերամշակվեցին փորձարկման բլոկների մեջ, ինչպես ցույց է տրված Նկար 1 -ում: Վակուումային մարումից հետո դրանք երկու անգամ կոփվում են `մոտ 47 HRC կարծրությամբ և մանրացված` օքսիդի կշեռքը հեռացնելու համար:
Փորձնական բլոկի խմբի համարը ներդրված է ամրացված կաղապարի ակոսում, իսկ ալյումինե խառնուրդի խոռոչը տեղադրված է շարժական կաղապարի մեջ, ինչպես ցույց է տրված Նկար 2-ում: 500 տ հորիզոնական սառը խցիկով ձուլման մեքենա և ինքնուրույն նախագծված կաղապարն օգտագործվել է ADC12 ալյումինե խառնուրդի թերթի մեռնելու ձուլման համար, և ալյումինի համաձուլվածքը կրկին օգտագործվել է: Հալած ալյումինի ջերմաստիճանը ավելի բարձր է ՝ 800 ° C, փորձարկումն արագացնելու համար (ընդհանրապես, ADC12 ալյումինե խառնուրդի ձուլման ջերմաստիճանը (650 120) ° C է): Քանի որ հալած ալյումինի ջերմաստիճանը 800 է, որը չի հասնում Fe-A1 միջմետաղական միացության հալման կետին, արդյունքում առաջացած միացությունը հալած ալյումինի մեջ գոյություն կունենա որպես խառնուրդ ՝ թափվելուց հետո: Հալած ալյումինի կրկնակի օգտագործումը կհանգեցնի նաև խառնուրդների ավելացմանը և ալյումինի ամրապնդմանը: Հեղուկի լվացման ազդեցությունը, դրանով իսկ արագացնելով փորձարկումը:
Ձուլման փորձարկումից հետո ստերեո մանրադիտակի օգնությամբ փորձարկվող բլոկի մակերեսին դիտվել է ալյումինի սոսնձման երևույթը. ծայրահեղ խորության մանրադիտակ օգտագործվեց ալյումինի կպչունության աստիճանը հետագայում դիտելու և փորձարկման բլոկի մակերեսին ճաքեր լինելու համար:
2. Թեստի արդյունքներ և վերլուծություն
2. 1 Փորձնական բլոկի մակերեսային ձևաբանություն
2.1.1 Մակերևույթի կպչուն ալյումին
Նկար 3 -ը ցույց է տալիս երեք պողպատե փորձարկման բլոկների մակերևույթի մորֆոլոգիան `առանց սվաղի ձուլման և 600,1000 անգամ սվաղի ձուլումից հետո: Նկար 3-ից (b, e, h) երևում է, որ 600 անգամ ձուլման արդյունքում 4Cr5Mo2V պողպատե փորձարկման բլոկն ունի ալյումինե ամենալուրջ կպչուն:
4Cr5Mo2V + Co պողպատե փորձնական բլոկը կպչում է նվազագույն ալյումինից: Նկար 3-ը (գ, զ, թ) ցույց է տալիս, որ երեք փորձնական բլոկների մակերեսին ալյումինի կպչունությունը աճել է 1,000 անգամ ձուլման արդյունքում: 4Cr5Mo2V պողպատե փորձարկման բլոկի մակերեսն ունի ակնհայտ ալյումինե սոսնձում, մինչդեռ մյուս երկու փորձնական բլոկներն ունեն աննշան ալյումինե կպչունություն: 4Cr5Mo2V + Co պողպատի փորձարկում Ալյումինի կտորը ամենափոքրն է և միատեսակ, ինչը ցույց է տալիս, որ ադամանդ պարունակող 4Cr5Mo2V պողպատն ամենալավ դիմադրությունն է հեղուկ ալյումինի վնասներին, մինչդեռ 4Cr5Mo2V պողպատն ամենավատն է: Հորատման և նիկելի տարրերի ավելացումը ձեռնտու է 9-10-ի բարձր ջերմաստիճանի կարծրությունը կայունացնելու համար, իսկ հալած ալյումինի հետ կրկնակի շփման ժամանակ մակերեսը հեշտ չէ «փափկացնել», ուստի հեղուկ ալյումինի էրոզիայի դիմադրությունն ավելի լավն է, և ալյումինի կպչունությունը: աննշան է: Ձուլման փորձարկման ընթացքում հալած ալյումինը մտնում է խոռոչ `փորձարկման բլոկի հետ շփվելու համար, իսկ փորձարկման բլոկի անհարթ կառուցվածքը, հաստոցային արատների տարածքը և տեղական այլ տարածքները մի փոքր կպչեն ալյումինին: Ալյումինը, որը կապված է ալյումինի հետ, արձագանքելու է պողպատի հետ և ձևավորելու Fe. ալյումինի լուրջ սոսնձում ալյումինե հեղուկի մանրացման տակ:
2.1.2 Մակերևութային ճաքեր
4-ը ցույց է տալիս 4Cr5Mo2V պողպատի, 4Cr5Mo2V + Ni պողպատի և 4Cr5Mo2V + Co պողպատի նմուշների գերխորքային մորֆոլոգիան 1,000 անգամ մեռնելուց հետո: Նկ. 4 (ա) -ից երևում է, որ փոքր թվով միկրո ճեղքեր են բաշխված գրեթե զուտ ձևով 4 Cry Mot V պողպատե փորձարկման բլոկի մակերեսին: Կպչված ալյումինը և հալած ալյումինը արձագանքում են պողպատի հետ ՝ առաջացնելով Fe.} Al միացություններ: Fe.} Al- ի ջերմային ընդլայնման գործակիցը տարբերվում է մատրիցից, ինչը հանգեցնում է կպչուն ալյումինի և Fe.} Al- ի և միացությունների միկրոկաքերի շատ փոքր քանակի: Հալած ալյումինի մաքրող ազդեցությունը հանգեցնում է միկրոճեղքերի տարածմանը, իսկ հալած ալյումինը ներթափանցում է ճեղքի մեջ և հետագայում արձագանքում մատրիցի հետ ՝ առաջացնելով Fe 2 Al միացություններ: Հետագա կրկնվող ձուլման գործընթացում Fe.} Al միացությունները փորձնական բլոկի մակերեսին կեղևավորվում են ՝ առաջացնելով փոսեր: Թթու վարվելուց և ուլտրաձայնային մաքրումից հետո փորձարկման բլոկի մակերեսը նման էր ցանցի նման ալյումինե հեղուկի մաքրման բնութագրերին: 4 -րդ նկարը (բ, գ) ցույց է տալիս, որ 4Cr5Mo2V + Co պողպատից և 4Cr5Mo2V + Ni պողպատից փորձարկման բլոկներում ճաքեր չկան, ինչը ցույց է տալիս, որ 1% հորատման կամ մոլիբդենի ավելացումը կարող է ոչ միայն նվազեցնել ալյումինի մակերեսային կպչունությունը, այլև նվազեցնել կաղապարի ճեղքման միտումը և բարելավել ալյումինի դիմադրությունը Հեղուկի վնասման կատարումը: Նիկելի և ադամանդի ոչ կարբիդ ձևավորող տարրերի ավելացումը կարող է բարելավել կաղապարի բարձր ջերմաստիճանի կարծրությունը, իսկ ադամանդը կարող է նաև նպաստել մոլիբդենի կարբիդի ցրմանն ու տեղմանը կոփման ընթացքում և ուժեղացնել տեղումների կարծրացման ազդեցությունը »z-} 3. Ling Qian et al. ցույց է տվել, որ ավստենիտ կայունացնող տարրերի ավելացումը մեռած ձուլման պողպատին կարող է նվազեցնել սթրեսի կոնցենտրացիան: Երկուսն էլ փորվածքն ու նիկելը այն տարրերն են, որոնք ընդլայնում են ավստենիտային գոտին, ուստի 4Cr5Mo2V + Ni պողպատը և 4Cr5Mo2V + Co պողպատե ձուլման բորբոս մակերեսները հակված չեն ճաքերի:
Ձուլման իրական գործընթացում հալած ալյումինը շատ ամուր է բորբոսի դեմ: Ըստ Fe-A1 փուլային դիագրամի, պողպատի և հալած ալյումինի արձագանքից ձևավորված Fe-Al միջմետաղական միացությունները հիմնականում FeAlz, Fez A15, FeA13 և այլն են, որոնք փխրուն են: Ալյումինի խառնուրդի հարուստ փուլը կտրվել մատրիցից և հալած ալյումինը մտնել հալած ալյումինի լվացման տակ ՝ բորբոսի մակերեսին թողնելով փոսեր: Ալյումինի խառնուրդի մի մասի և կաղապարի փոսերի համադրությունը համեմատաբար ամուր է և չի ընկնում, և հետագայում ձևավորում է Fe A1 միացություններ: Ալյումինը, Fe.} Al- ը և այնտեղ կպչող միացությունները հովացման ընթացքում հակված են միկրոճեղքերի: Ձուլման թերթիկը ունի ավելի քիչ հեղուկ ալյումին, ուստի այն ավելի արագ է ամրապնդվում, իսկ բորբոսի և հեղուկ ալյումինի միջև արձագանքը ավելի դանդաղ է: Հետևաբար, Fe և Al- ի արձագանքի պատճառով փորձարկման բլոկի մակերեսն ունի ավելի քիչ փոսեր, իսկ ալյումինե հեղուկի էրոզիայի արդյունքում առաջանում է ավելի կպչուն ալյումին:
2. 2 Մակերեւութային կարծրություն
Աղյուսակ 3 -ը սվաղի ձուլման տարբեր ժամանակներից հետո երեք պողպատե փորձարկման բլոկների մակերևույթի կարծրության միջին արժեքն է: Աղյուսակ 3 -ի տվյալները ցույց են տալիս, որ երեք տեսակի փորձարկման բլոկների մակերեսային կարծրությունը բոլորը փոքր -ինչ նվազում են: Քանի որ ձուլման ձուլվածքների քանակը մեծանում է, այն համարժեք է փորձարկման բլոկի կրկնվող կոփմանը, ուստի կարծրությունը նվազում է: Սալիկապատումից 1,000 անգամ հետո 4Cr5Mo2V + Co պողպատե փորձարկման բլոկի կարծրությունն ունի ամենափոքր նվազումը, որը 1.4 HRC է; 4Cr5Mo2V պողպատե փորձարկման բլոկն ունի առավել ակնհայտ նվազում:
Ակնհայտ է, որ այն նվազել է 2 HRC- ով; 8Cr4Mo5V + Ni պողպատից փորձարկման բլոկի մակերեսային կարծրությունը նվազել է 2 HRC- ով: Կաղապարի կայուն կարծրությունը ձեռնտու է ալյումինի կպչունությունը նվազեցնելու համար, այսինքն `ձեռնտու է դիմակայել ձուլման ջերմային վնասներին:
| Աղյուսակ 3 Տարբեր ժամանակների սվաղի ձուլումից հետո փորձարկման բլոկների մակերեսային կարծրություն % | ||||||
| նյութական | Ոչ Die Cast | 200 Times | 400 Times | 600 Times | 800 Times | 1000 Times |
| 4Cr5Mo2V պողպատ | 48.6 | 48.4 | 48.1 | 47.2 | 46.9 | 45.8 |
| 4Cr5Mo2V+Ni պողպատ | 47.5 | 47.4 | 47.2 | 46.8 | 46.9 | 46.1 |
| 4Cr5Mo2V+Co պողպատ | 47.7 | 47.5 | 47.1 | 46.5 | 46.2 | 45.9 |
Մահացվող պողպատի երկարատև կոփումից հետո մարտենսիտը քայքայվում է, իսկ երկրորդային կարբիդները դառնում են ավելի կոպիտ, ինչը հանգեցնում է մակերևույթի կարծրության նվազման: Երկուսն էլ փորվածքն ու նիկելը ոչ կարբիդային տարրեր են, որոնք կարող են փոխարինել Fe ատոմները `պողպատե պինդ լուծույթը ամրացնելու համար '5-ից' 8, այնպես որ բորբոսը ունի բարձր ջերմաստիճանի ավելի բարձր ամրություն և պահպանում է ավելի բարձր կարծրություն կրկնվող արագ տաքացումից և հովացումից հետո: Չինաստանի Die Casting Association- ն ուսումնասիրել է տարրերի բաշխումը մարած և կոփված Cr-Mo-V-Ni պողպատում և պարզել, որ կոփման ընթացքում Ni տարրերը կհարստանան կարբիդների շուրջը ՝ դրանով իսկ խոչընդոտելով ֆերիտի ածխածնի ատոմներին: կարբիդներ Կարբիդների շարունակական դիֆուզիոն մեծացնում է կարբիդների կոպիտացման ակտիվացման էներգիան, խոչընդոտում է կարբիդների աճին, դրանով իսկ նվազեցնելով նիկել պարունակող 4Cr5Mo2V պողպատի կարծրության անկումը և բարելավելով դրա դիմադրությունը հալած ալյումինի վնասների նկատմամբ:
Չինաստանի ձուլման ձուլման ասոցիացիան ուսումնասիրել է 1% Ni և առանց Ni պողպատի ջերմային կայունությունն ու միկրոկառուցվածքային փոփոխությունները և պարզել, որ ջերմային կայունության փորձարկման վերջին փուլում նիկելը կդանդաղեցնի պողպատի կարծրությունը ՝ դրանով իսկ պողպատից ավելի լավ ջերմակայուն Սեռ. Հորատումը մի տարր է, որն ընդլայնում է ավստենիտային ֆազային գոտին: 4Cr5Mo2V պողպատին փորվածք ավելացնելը կարող է նպաստել ավստենիզացման ընթացքում կարբիդների տարրալուծմանը, ավելացնել աուստենիտի ածխածնի պարունակությունը և բարձրացնել ավստենիտի կայունությունը, դրանով իսկ բարձրացնելով պահպանված ավստենիտը: խթանել մոլիբդենի կարբիդի ցրումը և տեղումները կոփման գործընթացում և ուժեղացնել տեղումների կարծրացման ազդեցությունը z'-1:
Նիկելի և գայլիկոնի ամրացնող ազդեցությունը մատրիցի վրա դարձնում է մեռած պողպատի փորձարկման բլոկը հալած ալյումինի կրկնակի մաքրումից հետո մակերևույթի ավելի բարձր կարծրություն, այնպես որ այն ավելի դիմացկուն է էրոզիայի, ինչը ձեռնտու է փորձարկման բլոկի դիմադրությունը բարձրացնելու համար: հալած ալյումինի վնասմանը: Փորձնական բլոկի մակերեսային կարծրությունը և ալյումինի սոսնձման աստիճանը նույնպես ցույց են տալիս (տե՛ս Նկար 3, Աղյուսակ 3). Հորատված 4Cr5 Mo2V պողպատից փորձնական բլոկն ունի նվազագույն մակերեսային փոսեր և ալյումինե կպչունություն 1,000 անգամ մեռնելուց հետո, այսինքն ՝ ալյումինե հեղուկի վնասման դիմադրությունը լավագույնն է: Հետևաբար, պողպատին 1% Co ավելացնելու ուժեղացնող ազդեցությունն ավելի մեծ է, քան 1% Ni ավելացնելով, երկուսն էլ նպաստավոր են մեռած պողպատի հակաալյումինե վնասների կատարողականությունը բարելավելու համար:
3. Միացում
- Ալյումինի համաձուլվածքից 1 անգամ ձուլվելուց հետո, 000Cr4 Mo5V պողպատե նմուշը փորվածքով կպչում է ամենաքիչ ալյումինին, իսկ 2Cr4Mo5V պողպատե նմուշը կպչում է ամենաշատ ալյումինին, այսինքն `2Cr4 Mo5V պողպատը փորվածքով ունի ջերմային վնասների լավագույն դիմադրությունը:
- Ալյումինե համաձուլվածքից 1,000 անգամ ձուլվելուց հետո 4Cr5Mo2V պողպատի, 4Cr5Mo2V + Ni պողպատի և 4Cr5Mo2V + Co պողպատի նմուշների մակերեսը նվազել է 2.8, 1.8 և 1.4 HRC- ով, այսինքն `նիկելի կամ փորվածքի ավելացումը կարող է զգալիորեն բարելավել ջերմային վնասների դիմադրությունը: 4Cr5Mo2V մածուցիկ պողպատից:
Խնդրում ենք պահպանել այս հոդվածի աղբյուրը և հասցեն `վերատպելու համար: Գայլիկոնի և նիկելի ազդեցությունը 4Cr5Mo2V մահացու ձուլման երկաթե պողպատի ջերմային վնասվածքի դիմադրության վրա
Մինգհե Die Casting ընկերություն նվիրված են արտադրության և ապահովում են որակյալ և բարձր կատարողական ձուլման մասեր (մետաղական ձուլման ձուլման մասերի շարքը հիմնականում ներառում է Thin-Wall Die Casting,Թեժ պալատ Die die Casting,Սառը պալատը մահանում է), Կլոր ծառայություն (Die Casting Service,CNC մշակում,Ձուլման պատրաստում, Մակերևութային բուժում): Ալյումինի մեռած ձուլման ցանկացած ձև, մագնեզիում կամ /ամակ / ցինկ մեռնում և ձուլման այլ պահանջներ ողջունվում են մեզ հետ կապվելու համար:

ISO9001- ի և TS 16949- ի վերահսկողության ներքո բոլոր գործընթացներն իրականացվում են հարյուրավոր առաջադեմ ձուլման մեքենաների, 5 առանցքային մեքենաների և այլ օբյեկտների միջոցով `սկսած պայթուցիկներից մինչև Ultra Sonic լվացքի մեքենաներ: Մինգեն ոչ միայն ունի առաջադեմ սարքավորում, այլև ունի պրոֆեսիոնալ: փորձառու ինժեներների, օպերատորների և տեսուչների թիմ `հաճախորդի դիզայնն իրականություն դարձնելու համար:

Մահացած ձուլման պայմանագրային արտադրող: Հնարավորությունները ներառում են սառը պալատի ալյումինե մահացու ձուլման մասեր 0.15 ֆունտից: մինչև 6 ֆունտ, արագ փոփոխություն և մշակում: Ավելացված արժեքի ծառայությունները ներառում են հղկում, թրթռում, ապամոնտաժում, կրակոցների պայթեցում, ներկում, ծածկույթ, ծածկույթ, հավաքում և գործիքավորում: Հետ աշխատված նյութերը ներառում են համաձուլվածքներ, ինչպիսիք են 360, 380, 383 և 413:

Zինկի ձուլման ձուլման նախագծման օժանդակություն / միաժամանակյա ինժեներական ծառայություններ: Zշգրիտ ցինկի մեռած ձուլվածքների պատվերով արտադրող: Կարող են արտադրվել մանրանկարչական ձուլվածքներ, բարձր ճնշման մեռած ձուլվածքներ, բազմասլայդ ձուլվածքներ, պայմանական ձուլվածքներ, միավորի մեռնում և անկախ ձուլվածքներ և խոռոչով կնքված ձուլվածքներ: Ձուլվածքները կարող են արտադրվել մինչև 24 դյույմ երկարությամբ և լայնությամբ `+/- 0.0005 ներսում հանդուրժողականության պայմաններում:

ISO 9001: 2015 մագնեզիումի մագնեզիումի հավաստագրված արտադրող, ընդունակությունները ներառում են բարձր ճնշման մագնեզիումի մխոցաձուլում մինչև 200 տոննա տաք խցիկ և 3000 տոննա սառը խցիկ, գործիքների ձևավորում, հղկում, ձուլում, հաստոցներ, փոշու և հեղուկի ներկում, ամբողջական QA ՝ CMM հնարավորություններով: , հավաքում, փաթեթավորում և առաքում:

ITAF16949 սերտիֆիկացված: Ձուլման լրացուցիչ ծառայություն ներառել ներդրումային ձուլում,ավազի ձուլում,Ձգողականության ձուլում, Պարտված փրփուր ձուլում,Կենտրոնախույս ձուլում,Վակուումային ձուլում,Մշտական ձուլվածքՀնարավորությունները ներառում են EDI, ինժեներական օգնություն, կոշտ մոդելավորում և երկրորդային մշակում:

Ձուլման արդյունաբերություն Մասերի դեպքերի ուսումնասիրություն Ռոբոտներ, քանդակներ, ձայնային սարքավորումներ, սպորտային սարքավորումներ, գործիքներ, խաղալիքներ և այլն:
Ի՞նչ կարող ենք օգնել ձեզ անել հաջորդում:
∇ Անցնել Գլխավոր էջ ՝ Die Casting Չինաստան
→Ձուլման մասեր-Բացահայտեք, թե ինչ ենք արել:
→ Հավաստի հուշումներ այն մասին Die casting ծառայություններ
By Minghe Die Casting արտադրող | Կատեգորիաները ` Օգտակար հոդվածներ |նյութական Tags: Ալյումինե ձուլում, Incինկի ձուլում, Մագնեզիում ձուլում, Տիտանի ձուլում, Չժանգոտվող պողպատից ձուլում, Փողային ձուլում,Բրոնզե ձուլում,Ձուլման տեսանյութ,Ընկերության պատմությունը,Ալյումինե Die Ձուլում | Մեկնաբանություններն անջատված են







